I indkøbsprocessen for råmaterialer skal du vælge stål strengt i henhold til GB/T 700-2006-standarden for at sikre, at mekaniske egenskaber, såsom flydespænding og trækstyrke, opfylder standarderne. Du skal vælge træ i henhold til LY/T 1574-2016-standarden for at sikre, at materialet er tørt og uden åbenlyse defekter. I stålskæringsprocessen,
I stålskæringsprocessen bruger vi en CNC-flammeskæremaskine, der kontrollerer skærenøjagtigheden inden for +0,5 mm. Ved at indstille passende skæreparametre, såsom ilttryk 0,5-0,7MPa og acetylentryk 0,5-0,1MPa, sikrer vi et rent snit. Til tørring af træet kontrollerer en damptørringsovn træets fugtindhold mellem 12% og 18%. Dette interval forhindrer effektivt fremtidig deformation og revnedannelse. Når vi svejser stålkomponenter, vælger vi svejsestænger, der passer til stålmaterialet. Vi bruger f.eks. E4303 til svejsning af Q235-stål. Vi justerer svejsestrømmen i henhold til svejsetykkelsen, generelt mellem 100-180A, for at sikre, at svejsekvaliteten opfylder de relevante standarder. I træforarbejdningsfasen fræser præcisionstræfræsere træet og kontrollerer fræsedybden og breddefejlen til inden for +0,1 mm for at opnå nøjagtige dimensioner og en glat overflade.
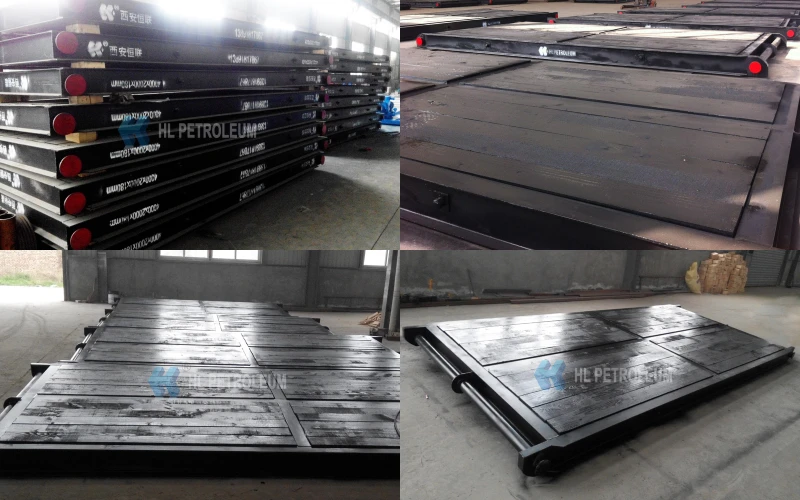
Visning af råmateriale til forarbejdning af borerigsmåtter:

I samlingsfasen mellem stål og træ sikrer positioneringsfiksturer nøjagtig justering af stål- og trækomponenter. Ved brug af boltforbindelser udfører operatørerne boltens tilspændingsmoment i henhold til boltens specifikationer og relevante standarder for at sikre en sikker forbindelse. Til forbehandling af overfladen gennemgår stålet sandblæsning for at fjerne rust, hvorved der opnås en rustfjernelsesgrad på Sa2,5. Dette fjerner effektivt oxider og rust, hvilket forbedrer vedhæftningen af efterfølgende belægninger. I belægningsprocessen vælger vi korrosionsbeskyttende maling af høj kvalitet og påfører den i henhold til de specificerede krav til belægningstykkelse. Generelt måler primerens tykkelse 50-70 µm, og topcoatens tykkelse måler 30-50 mm, hvilket giver en god korrosionsbeskyttelse. I kvalitetsinspektionsfasen bruger vi ikke-destruktivt testudstyr til at inspicere svejste områder for at opdage fejl. Samtidig foretager vi en omfattende inspektion af stål-træbasens dimensioner og udseende for at sikre, at produktet opfylder designkravene.
Detaljer om Måtte til borerig behandling:

I emballeringsprocessen for det færdige produkt bruges plastfilm og træpaller til emballering. Plastfilmens tykkelse er ikke mindre end 0,05 mm, og træpallernes bæreevne skal opfylde produktets vægtkrav for at forhindre skader under transport.
Færdiggjort display med boremåtte:
Kontakt os
Salg: HL Solids Control
E-mail: [email protected]



 Chat med ingeniør
Chat med ingeniør