Bei der Beschaffung von Rohstoffen müssen Sie den Stahl streng nach der Norm GB/T 700-2006 auswählen, um sicherzustellen, dass die mechanischen Eigenschaften wie Streckgrenze und Zugfestigkeit den Normen entsprechen. Bei der Auswahl des Holzes müssen Sie die Norm LY/T 1574-2016 einhalten, um sicherzustellen, dass das Material trocken und frei von offensichtlichen Mängeln ist. Beim Schneiden von Stahl,
Für das Schneiden von Stahl verwenden wir eine CNC-Brennschneidmaschine, die eine Schnittgenauigkeit von +0,5 mm gewährleistet. Durch die Einstellung geeigneter Schneidparameter, wie Sauerstoffdruck 0,5-0,7MPa und Acetylendruck 0,5-0,1MPa, gewährleisten wir einen sauberen Schnitt. Bei der Holztrocknung steuert eine Dampftrockenkammer den Feuchtigkeitsgehalt des Holzes zwischen 12% und 18%. Dieser Bereich verhindert wirksam künftige Verformungen und Rissbildung. Beim Schweißen von Stahlteilen wählen wir die für den Stahlwerkstoff geeigneten Schweißdrähte aus. Zum Beispiel verwenden wir E4303 zum Schweißen von Q235-Stahl. Wir passen den Schweißstrom entsprechend der Schweißnahtdicke an, im Allgemeinen zwischen 100 und 180 A, um sicherzustellen, dass die Schweißqualität den einschlägigen Normen entspricht. In der Holzverarbeitungsphase wird das Holz mit Präzisionsfräsmaschinen gefräst, wobei die Frästiefe und -breite auf +0,1 mm genau kontrolliert wird, um genaue Abmessungen und eine glatte Oberfläche zu erzielen.
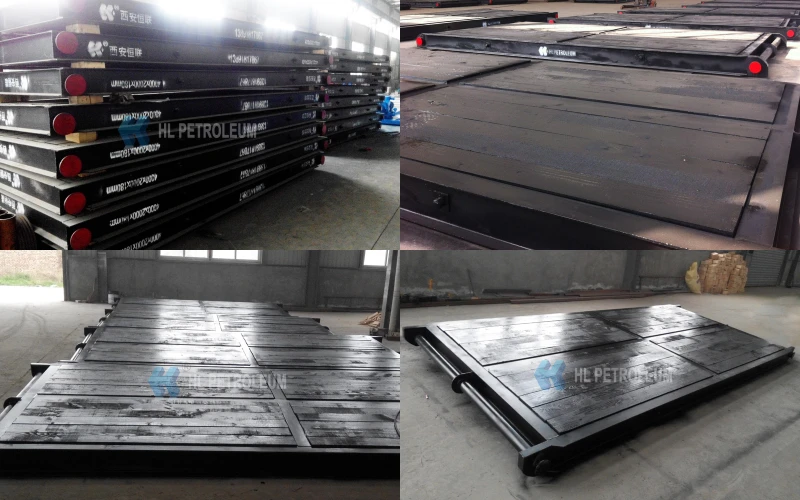
Rohmaterialanzeige für die Verarbeitung von Bohrinselmatten:

In der Phase der Stahl-Holz-Montage sorgen Positioniervorrichtungen für eine genaue Ausrichtung der Stahl- und Holzteile. Bei Schraubverbindungen wird das Anzugsdrehmoment der Schrauben gemäß den Schraubenspezifikationen und den einschlägigen Normen festgelegt, um eine sichere Verbindung zu gewährleisten. Bei der Oberflächenvorbehandlung wird der Stahl zur Entfernung von Rost kugelgestrahlt, wodurch ein Entrostungsgrad von Sa2,5 erreicht wird. Dadurch werden Zunder und Rost effektiv entfernt, was die Haftung der nachfolgenden Beschichtungen verbessert. Bei der Beschichtung wählen wir hochwertige Korrosionsschutzfarbe aus und tragen sie entsprechend den Anforderungen an die Schichtdicke auf. In der Regel beträgt die Dicke der Grundierung 50-70µm und die Dicke der Deckschicht 30-50mm, was eine gute Korrosionsschutzleistung gewährleistet. In der Phase der Qualitätsprüfung verwenden wir zerstörungsfreie Prüfgeräte, um die geschweißten Bereiche auf Fehler zu untersuchen. Gleichzeitig prüfen wir umfassend die Abmessungen und das Aussehen der Stahl-Holz-Basis, um sicherzustellen, dass das Produkt den Designanforderungen entspricht.
Einzelheiten zu Bohrinselmatte Verarbeitung:

Bei der Verpackung des Fertigerzeugnisses werden Kunststofffolien und Holzpaletten zur Verpackung verwendet. Die Dicke der Kunststofffolie beträgt mindestens 0,05 mm, und die Tragfähigkeit der Holzpaletten muss den Gewichtsanforderungen des Produkts entsprechen, um Schäden beim Transport zu vermeiden.
Fertige Bohrmattenanzeige:
Kontakt
Vertrieb: HL Feststoffkontrolle
E-Mail: [email protected]



 Chat mit Ingenieur
Chat mit Ingenieur