Dans le cadre du processus d'approvisionnement en matières premières, vous devez sélectionner l'acier en respectant strictement la norme GB/T 700-2006 afin de vous assurer que les propriétés mécaniques, telles que la limite d'élasticité et la résistance à la traction, sont conformes aux normes. Vous devez sélectionner le bois conformément à la norme LY/T 1574-2016 afin de vous assurer que le matériau est sec et exempt de défauts évidents. Dans le processus de découpe de l'acier,
Dans le processus de découpage de l'acier, nous utilisons une machine d'oxycoupage CNC, qui contrôle la précision de la coupe à +0,5 mm près. En réglant les paramètres de coupe appropriés, tels que la pression d'oxygène 0,5-0,7MPa et la pression d'acétylène 0,5-0,1MPa, nous assurons une coupe nette. Pour le séchage du bois, un four de séchage à vapeur permet de contrôler le taux d'humidité du bois entre 12% et 18%. Cette fourchette permet d'éviter efficacement les déformations et les fissures futures. Lors du soudage des composants en acier, nous sélectionnons des baguettes de soudage adaptées au matériau de l'acier. Par exemple, nous utilisons du E4303 pour souder de l'acier Q235. Nous ajustons le courant de soudage en fonction de l'épaisseur de la soudure, généralement entre 100 et 180 A, afin de garantir que la qualité de la soudure est conforme aux normes en vigueur. Au cours de l'étape de transformation du bois, des fraiseuses de précision usinent le bois en contrôlant l'erreur de profondeur et de largeur à +0,1 mm près afin d'obtenir des dimensions précises et un aspect lisse.
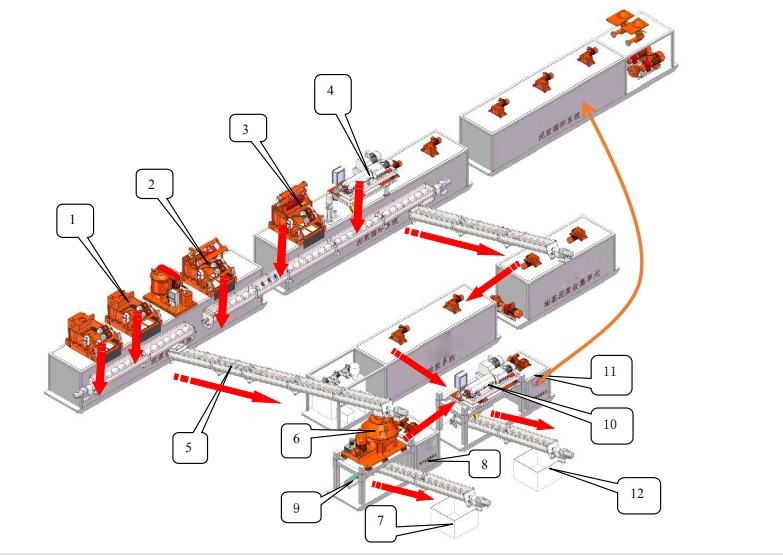
Présentoir de matières premières pour le traitement des tapis de forage :

Au stade de l'assemblage acier-bois, des dispositifs de positionnement assurent l'alignement précis des composants en acier et en bois. Lors de l'utilisation d'assemblages par boulons, les opérateurs appliquent un couple de serrage conforme aux spécifications des boulons et aux normes en vigueur afin de garantir la sécurité de l'assemblage. Pour le prétraitement de la surface, l'acier est grenaillé pour éliminer la rouille, ce qui permet d'obtenir un degré d'élimination de la rouille de Sa2,5. Cette opération permet d'éliminer efficacement les dépôts d'oxyde et la rouille, ce qui améliore l'adhérence des revêtements ultérieurs. Lors du processus de revêtement, nous sélectionnons une peinture anticorrosion de haute qualité et l'appliquons conformément aux exigences d'épaisseur de revêtement spécifiées. En général, l'épaisseur de l'apprêt est de 50 à 70 µm et celle de la couche de finition de 30 à 50 mm, ce qui permet d'obtenir de bonnes performances anticorrosion. Au cours de la phase d'inspection de la qualité, nous utilisons des équipements d'essais non destructifs pour inspecter les zones soudées afin de détecter les défauts. Simultanément, nous procédons à une inspection complète des dimensions et de l'aspect de la base acier-bois afin de nous assurer que le produit répond aux exigences de la conception.
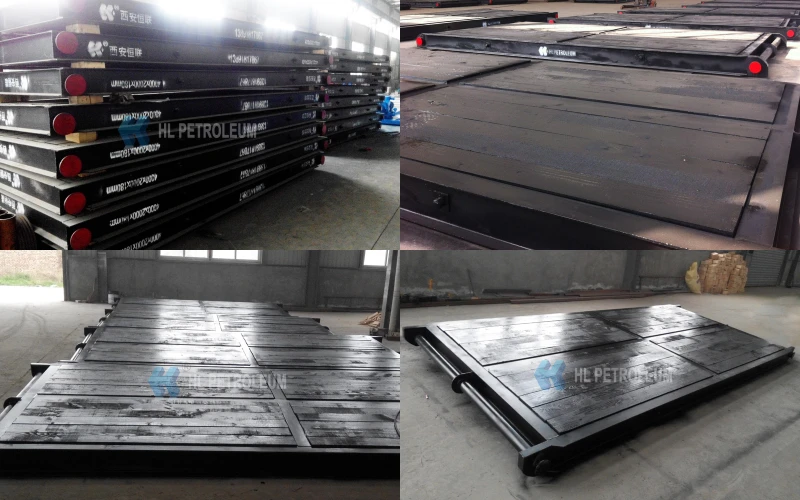
Détails de tapis de forage traitement :

Dans le processus d'emballage des produits finis, le film plastique et les palettes en bois sont utilisés pour l'emballage. L'épaisseur du film plastique n'est pas inférieure à 0,05 mm et la capacité de charge des palettes en bois doit répondre aux exigences de poids du produit afin d'éviter tout dommage pendant le transport.
Présentoir de tapis de forage fini :
Nous contacter
Ventes : HL Solids Control
E-mail : [email protected]


 Chat avec l'ingénieur
Chat avec l'ingénieur