Nel processo di approvvigionamento delle materie prime, è necessario selezionare l'acciaio rigorosamente secondo lo standard GB/T 700-2006 per garantire che le proprietà meccaniche, come il carico di snervamento e la resistenza alla trazione, siano conformi agli standard. È necessario selezionare il legname secondo lo standard LY/T 1574-2016 per garantire che il materiale sia asciutto e privo di difetti evidenti. Nel processo di taglio dell'acciaio,
Nel processo di taglio dell'acciaio, utilizziamo una macchina di taglio a fiamma CNC, che controlla la precisione di taglio entro +0,5 mm. Impostando parametri di taglio appropriati, come la pressione dell'ossigeno 0,5-0,7MPa e la pressione dell'acetilene 0,5-0,1MPa, garantiamo un taglio pulito. Per l'essiccazione del legno, un forno di essiccazione a vapore controlla il contenuto di umidità del legno tra 12% e 18%. Questo intervallo previene efficacemente le deformazioni e le crepe future. Durante la saldatura dei componenti in acciaio, scegliamo bacchette di saldatura adatte al materiale in acciaio. Ad esempio, per la saldatura dell'acciaio Q235 utilizziamo la E4303. Regoliamo la corrente di saldatura in base allo spessore della saldatura, generalmente tra 100-180A, per garantire che la qualità della saldatura sia conforme agli standard pertinenti. Durante la fase di lavorazione del legno, le fresatrici di precisione fresano il legno, controllando l'errore di profondità e larghezza della fresatura entro +0,1 mm per ottenere dimensioni precise e una superficie liscia.
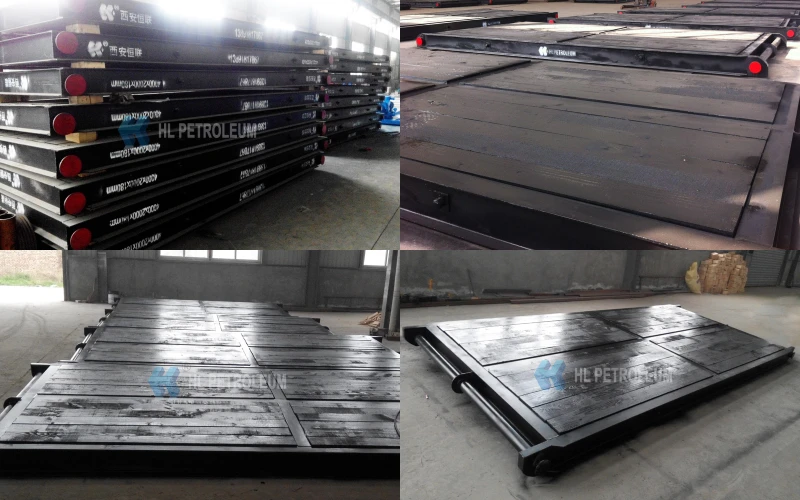
Esposizione delle materie prime per la lavorazione dei tappeti di perforazione:

Nella fase di assemblaggio acciaio-legno, i dispositivi di posizionamento assicurano un allineamento preciso dei componenti in acciaio e legno. Quando si utilizzano connessioni a bulloni, gli operatori eseguono la coppia di serraggio dei bulloni in base alle specifiche dei bulloni e agli standard pertinenti per garantire una connessione sicura. Per il pretrattamento della superficie, l'acciaio viene sottoposto a granigliatura per rimuovere la ruggine, ottenendo così un grado di rimozione della ruggine pari a Sa2,5. In questo modo si rimuovono efficacemente le incrostazioni di ossido e la ruggine, migliorando l'adesione dei rivestimenti successivi. Nel processo di rivestimento, selezioniamo vernici anticorrosione di alta qualità e le applichiamo in base ai requisiti di spessore specificati. In genere, lo spessore del primer è di 50-70 µm e lo spessore dello strato di finitura è di 30-50 mm, per garantire buone prestazioni anticorrosione. Durante la fase di ispezione della qualità, utilizziamo apparecchiature di controllo non distruttivo per ispezionare le aree saldate e rilevare i difetti. Contemporaneamente, effettuiamo un'ispezione completa delle dimensioni e dell'aspetto della base in acciaio-legno per garantire che il prodotto soddisfi i requisiti di progettazione.
Dettagli di tappetino per impianto di perforazione elaborazione:

Nel processo di confezionamento del prodotto finito, per l'imballaggio vengono utilizzati film plastici e pallet in legno. Lo spessore del film plastico non è inferiore a 0,05 mm e la capacità di carico dei pallet di legno deve soddisfare i requisiti di peso del prodotto per evitare danni durante il trasporto.
Esposizione del tappeto di perforazione finito:
Contatto
Vendite: HL Controllo dei solidi
E-mail: [email protected]



 Conversazione con l'ingegnere
Conversazione con l'ingegnere