No processo de aquisição de matérias-primas, é necessário selecionar o aço estritamente de acordo com a norma GB/T 700-2006 para garantir que as propriedades mecânicas, como a resistência ao escoamento e a resistência à tração, cumprem as normas. É necessário selecionar a madeira de acordo com a norma LY/T 1574-2016 para garantir que o material está seco e sem defeitos óbvios. No processo de corte do aço,
No processo de corte de aço, utilizamos uma máquina de corte por chama CNC, controlando a precisão de corte dentro de +0,5 mm. Ao definir parâmetros de corte adequados, como a pressão de oxigénio 0,5-0,7MPa e a pressão de acetileno 0,5-0,1MPa, garantimos um corte limpo. Para a secagem da madeira, um forno de secagem a vapor controla o teor de humidade da madeira entre 12% e 18%. Este intervalo evita eficazmente futuras deformações e fissuras. Durante a soldadura de componentes de aço, seleccionamos varetas de soldadura adequadas ao material de aço. Por exemplo, utilizamos o E4303 para soldar aço Q235. Ajustamos a corrente de soldadura de acordo com a espessura da soldadura, geralmente entre 100-180A, para garantir que a qualidade da soldadura cumpre as normas relevantes. Durante a fase de processamento da madeira, as máquinas de fresagem de madeira de precisão fresam a madeira, controlando a profundidade de fresagem e o erro de largura até +0,1 mm para obter dimensões exactas e um acabamento suave
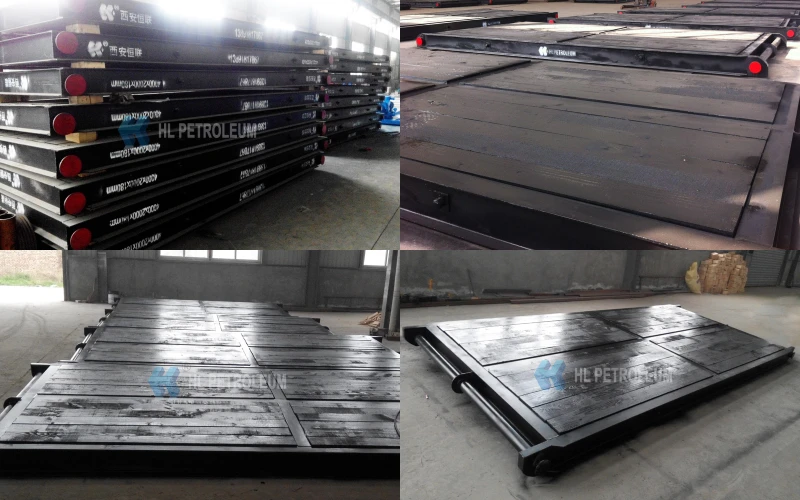
Apresentação de matérias-primas para o processamento de tapetes de perfuração:

Na fase de montagem de aço-madeira, os dispositivos de posicionamento asseguram o alinhamento exato dos componentes de aço e madeira. Ao utilizar ligações por parafusos, os operadores efectuam o binário de aperto dos parafusos de acordo com as especificações dos parafusos e as normas relevantes para garantir uma ligação segura. Para o pré-tratamento da superfície, o aço é submetido a jato de granalha para remover a ferrugem, atingindo assim um grau de remoção de ferrugem de Sa2.5. Isto remove eficazmente as incrustações de óxido e a ferrugem, melhorando a aderência dos revestimentos subsequentes. No processo de revestimento, seleccionamos tinta anti-corrosão de alta qualidade e aplicamo-la de acordo com os requisitos de espessura de revestimento especificados. Geralmente, a espessura do primer mede 50-70µm, e a espessura do revestimento superior mede 30-50mm, proporcionando um bom desempenho anti-corrosão. Durante a fase de inspeção de qualidade, usamos equipamentos de testes não destrutivos para inspecionar áreas soldadas para deteção de falhas. Simultaneamente, inspeccionamos exaustivamente as dimensões e o aspeto da base de aço-madeira para garantir que o produto cumpre os requisitos do projeto.
Detalhes de tapete de perfuração processamento:

No processo de embalagem do produto acabado, são utilizadas películas de plástico e paletes de madeira para a embalagem. A espessura da película de plástico não é inferior a 0,05 mm e a capacidade de carga das paletes de madeira deve satisfazer os requisitos de peso do produto para evitar danos durante o transporte.
Exposição de tapetes de perfuração acabados:
Contactar-nos
Vendas: Controlo de sólidos HL
Correio eletrónico: [email protected]

 Conversar com o engenheiro
Conversar com o engenheiro