În procesul de achiziție a materiilor prime, trebuie să selectați oțelul strict în conformitate cu standardul GB/T 700-2006 pentru a vă asigura că proprietățile mecanice, cum ar fi rezistența la curgere și rezistența la tracțiune, respectă standardele. Trebuie să selectați lemnul în conformitate cu standardul LY/T 1574-2016 pentru a vă asigura că materialul este uscat și lipsit de defecte evidente. În procesul de tăiere a oțelului,
În procesul de tăiere a oțelului, folosim o mașină de tăiat cu flacără CNC, care controlează precizia de tăiere în limita a +0,5 mm. Prin setarea parametrilor de tăiere adecvați, cum ar fi presiunea oxigenului 0,5-0,7MPa și presiunea acetilenei 0,5-0,1MPa, asigurăm o tăiere curată. Pentru uscarea lemnului, un cuptor de uscare cu abur controlează conținutul de umiditate al lemnului între 12% și 18%. Acest interval previne în mod eficient viitoarele deformări și crăpături. În timpul sudării componentelor din oțel, selectăm tije de sudură potrivite pentru materialul din oțel. De exemplu, folosim E4303 pentru sudarea oțelului Q235. Reglăm curentul de sudare în funcție de grosimea sudurii, în general între 100-180A, pentru a ne asigura că calitatea sudurii respectă standardele relevante. În timpul etapei de prelucrare a lemnului, mașinile de frezat lemn de precizie frezează lemnul, controlând eroarea adâncimii și lățimii de frezare până la +0,1 mm pentru a obține dimensiuni exacte și o suprafață netedă
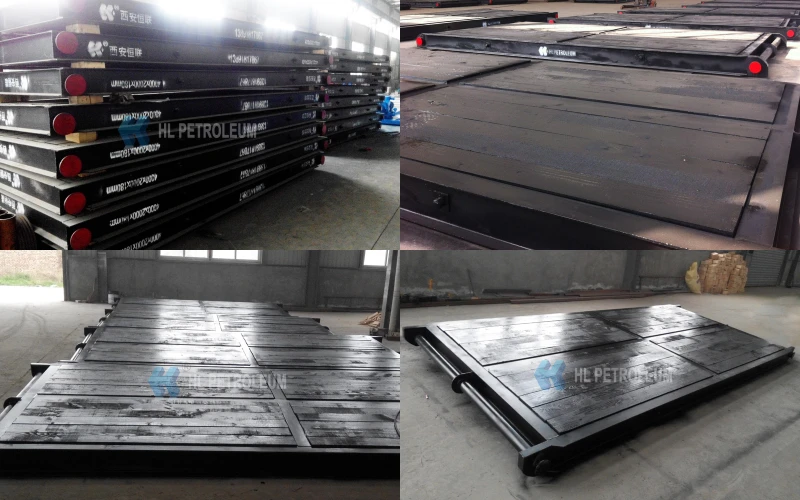
Afișarea materiei prime pentru prelucrarea covorului de foraj:

În etapa de asamblare oțel-lemn, dispozitivele de poziționare asigură alinierea precisă a componentelor din oțel și lemn. Atunci când se utilizează conexiuni cu șuruburi, operatorii aplică cuplul de strângere a șuruburilor în conformitate cu specificațiile șuruburilor și cu standardele relevante pentru a asigura o conexiune sigură. Pentru pretratarea suprafeței, oțelul este supus sablării pentru a îndepărta rugina, obținându-se astfel un grad de îndepărtare a ruginii de Sa2,5. Astfel, se îndepărtează eficient oxidul de calcar și rugina, îmbunătățind aderența acoperirilor ulterioare. În procesul de acoperire, selectăm vopsea anticorozivă de înaltă calitate și o aplicăm în conformitate cu cerințele specificate privind grosimea acoperirii. În general, grosimea grundului măsoară 50-70µm, iar grosimea stratului de acoperire măsoară 30-50mm, asigurând o bună performanță anticorosivă. În timpul etapei de inspecție a calității, folosim echipamente de testare nedistructivă pentru a inspecta zonele sudate pentru detectarea defectelor. În același timp, inspectăm în detaliu dimensiunile și aspectul bazei din oțel și lemn pentru a ne asigura că produsul îndeplinește cerințele de proiectare.
Detalii despre platformă de foraj mat prelucrare:

În procesul de ambalare a produsului finit, pentru ambalare se utilizează folie de plastic și paleți de lemn. Grosimea foliei de plastic nu este mai mică de 0,05 mm, iar capacitatea portantă a paleților din lemn trebuie să îndeplinească cerințele de greutate ale produsului pentru a preveni deteriorarea în timpul transportului.
Afișare finisată a covorului de foraj:
Contactați-ne
Vânzări: HL Solids Control
E-mail: [email protected]



 Discutați cu inginerul
Discutați cu inginerul