I upphandlingsprocessen för råmaterial måste du välja stål strikt enligt GB/T 700-2006-standarden för att säkerställa att mekaniska egenskaper, såsom sträckgräns och draghållfasthet, uppfyller standarderna. Du måste välja timmer enligt LY/T 1574-2016-standarden för att säkerställa att materialet är torrt och fritt från uppenbara defekter. I stålskärningsprocessen,
I stålskärningsprocessen använder vi en CNC-flamskärmaskin som kontrollerar skärnoggrannheten inom +0,5 mm. Genom att ställa in lämpliga skärparametrar, t.ex. syretryck 0,5-0,7 MPa och acetylentryck 0,5-0,1 MPa, säkerställer vi ett rent snitt. För virkestorkning kontrollerar en ångtorkningsugn virkets fuktinnehåll mellan 12% och 18%. Detta intervall förhindrar effektivt framtida deformation och sprickbildning. Vid svetsning av stålkomponenter väljer vi svetstrådar som är lämpliga för stålmaterialet. Till exempel använder vi E4303 för svetsning av Q235-stål. Vi justerar svetsströmmen efter svetstjockleken, i allmänhet mellan 100-180A, för att säkerställa att svetskvaliteten uppfyller relevanta standarder. Under träbearbetningssteget fräser precisionsfräsmaskiner träet och kontrollerar fräsdjupet och breddfelet till inom +0,1 mm för att uppnå exakta dimensioner och en jämn
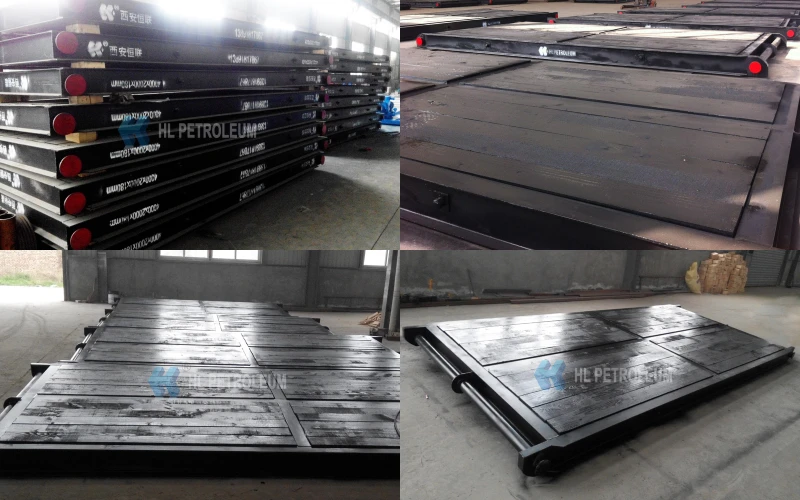
Råmaterialdisplay för bearbetning av borriggsmattor:

I monteringsfasen mellan stål och trä säkerställer positioneringsfixturerna att stål- och träkomponenterna är korrekt uppriktade. Vid användning av skruvförband drar operatörerna åt skruven med det moment som anges i skruvspecifikationerna och relevanta standarder för att säkerställa en säker anslutning. För ytbehandling genomgår stålet blästring för att avlägsna rost, vilket ger en rostborttagningsgrad på Sa2.5. Detta avlägsnar effektivt oxidskikt och rost, vilket förbättrar vidhäftningen av efterföljande beläggningar. I beläggningsprocessen väljer vi högkvalitativ korrosionsskyddsfärg och applicerar den enligt de angivna kraven på beläggningstjocklek. I allmänhet mäter primertjockleken 50-70 µm och topplackens tjocklek 30-50 mm, vilket ger god korrosionsskyddsprestanda. Under kvalitetsinspektionsstadiet använder vi icke-förstörande testutrustning för att inspektera svetsade områden för feldetektering. Samtidigt utför vi en omfattande inspektion av stål- och träbasens dimensioner och utseende för att säkerställa att produkten uppfyller designkraven.
Detaljer om borriggsmatta bearbetning:

I förpackningsprocessen för den färdiga produkten används plastfilm och träpallar för förpackning. Plastfilmens tjocklek är inte mindre än 0,05 mm och träpallarnas bärförmåga måste uppfylla produktens viktkrav för att förhindra skador under transporten.
Färdig borrmattevisning:
Kontakta oss
Försäljning: HL Solids Control
E-post: [email protected]


 Chatta med ingenjör
Chatta med ingenjör