У процесі закупівлі сировини ви повинні вибирати сталь строго відповідно до стандарту GB/T 700-2006, щоб забезпечити відповідність механічних властивостей, таких як межа плинності і межа міцності на розрив, стандартам. Ви повинні вибирати деревину відповідно до стандарту LY/T 1574-2016, щоб переконатися, що матеріал сухий і не має явних дефектів. У процесі різання сталі,
У процесі різання сталі ми використовуємо машину для газового різання з ЧПУ, контролюючи точність різання в межах +0,5 мм. Встановлюючи відповідні параметри різання, такі як тиск кисню 0,5-0,7 МПа і тиск ацетилену 0,5-0,1 МПа, ми забезпечуємо чистий зріз. Для сушіння деревини парова сушильна піч контролює вологість деревини в діапазоні від 12% до 18%. Цей діапазон ефективно запобігає майбутній деформації та розтріскуванню. Під час зварювання сталевих компонентів ми обираємо зварювальні прутки, які підходять для сталевого матеріалу. Наприклад, для зварювання сталі Q235 ми використовуємо E4303. Ми регулюємо зварювальний струм відповідно до товщини шва, як правило, в діапазоні 100-180 А, щоб забезпечити відповідність якості зварного шва встановленим стандартам. На етапі обробки деревини прецизійні фрезерні верстати фрезерують деревину, контролюючи похибку глибини та ширини фрезерування з точністю до +0,1 мм для досягнення точних розмірів і гладкої поверхні.
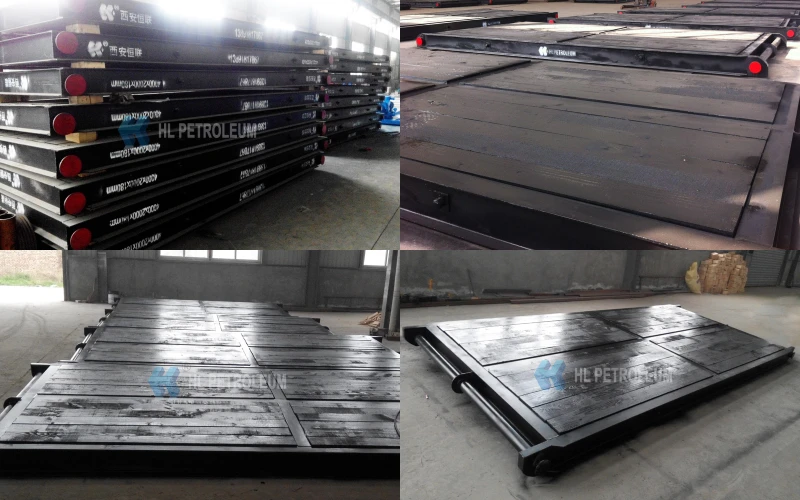
Вітрина сировини для обробки матів для бурової установки:

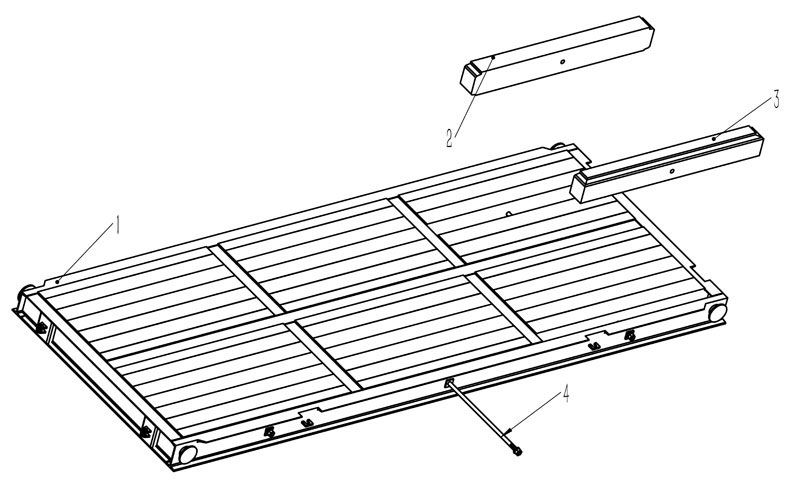
На етапі складання сталево-дерев'яних конструкцій позиціонуючі пристосування забезпечують точне вирівнювання сталевих і дерев'яних компонентів. При використанні болтових з'єднань оператори виконують затягування болтів відповідно до специфікацій болтів і відповідних стандартів, щоб забезпечити надійне з'єднання. Для попередньої обробки поверхні сталь піддається дробеструйній обробці для видалення іржі, завдяки чому досягається ступінь видалення іржі Sa2.5. Це ефективно видаляє оксидну окалину та іржу, покращуючи адгезію наступних покриттів. У процесі нанесення покриття ми підбираємо високоякісну антикорозійну фарбу і наносимо її відповідно до заданих вимог до товщини покриття. Як правило, товщина ґрунтовки становить 50-70 мкм, а товщина фінішного покриття - 30-50 мм, що забезпечує хороші антикорозійні характеристики. На етапі перевірки якості ми використовуємо обладнання для неруйнівного контролю для перевірки зварних ділянок на предмет виявлення дефектів. Одночасно ми всебічно перевіряємо розміри та зовнішній вигляд сталево-дерев'яної основи, щоб переконатися, що виріб відповідає проектним вимогам.
Детальніше про килимок для бурової установки обробка:

У процесі пакування готової продукції використовується поліетиленова плівка та дерев'яні піддони. Товщина поліетиленової плівки становить не менше 0,05 мм, а несуча здатність дерев'яних піддонів повинна відповідати ваговим вимогам продукту, щоб запобігти його пошкодженню під час транспортування.
Готовий дисплей свердлильного мату:
Зв'яжіться з нами
Продажі: HL Solids Control
Електронна пошта: [email protected]


 Чат з інженером
Чат з інженером