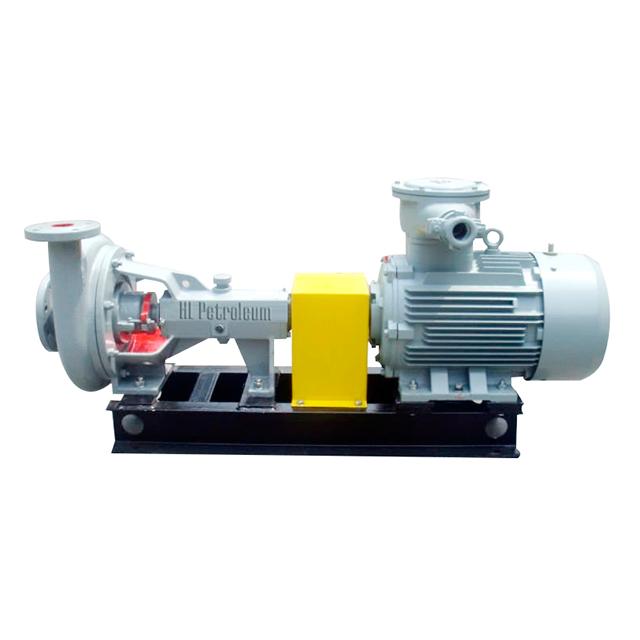



A Centrifugal Sand Pump is a heavy-duty slurry transfer pump designed for drilling fluids, abrasive mud, sand-laden liquids, and industrial slurry applications. Compared with conventional centrifugal pumps, this pump features a stronger and more durable casing, thicker wall construction, and superior wear resistance, resulting in a significantly longer service life.
The pump adopts an advanced centrifugal design with optimized axial clearance between the impeller and casing. It can efficiently handle drilling mud, slurry, solids-laden fluids, and even intermittent flow conditions. The volute casing is designed with a streamlined flow passage that minimizes turbulence, vortex formation, and cavitation while reducing radial loads on the bearings.
A properly sized suction inlet allows the pump to operate with lower suction pressure requirements, improving pumping efficiency. Additionally, the casing seal area utilizes a specially designed groove structure to prevent fluid separation from the impeller, ensuring stable and reliable performance.
Key Advantages of Centrifugal Sand Pump
1. High Flow Capacity
The pump delivers up to 300 m³/h flow rate, making it suitable for demanding drilling and industrial fluid transfer applications.
2. Wear-Resistant and Corrosion-Resistant Components
All wetted parts are manufactured from high-strength, wear-resistant materials to withstand abrasive solids and corrosive fluids.
3. Long-Life Mechanical Seal
The advanced mechanical seal design can extend service life by up to six times compared with conventional sealing systems.
4. Metric and Imperial Connections Available
Both metric and imperial flange standards are available to meet the requirements of customers worldwide.
5. Wide Range of Models
The pump is available in 6 series and 24 specifications, making it suitable for various industries and operating conditions.

Centrifugal Sand Pump Technical Parameters
| Model
|
Capacity
(m3/h) |
Head
(m) |
Efficiency
(%) |
[NPSH]r(m)
(m) |
Power | |
| Shaft power
(kw) |
Motor power
(kw) |
|||||
| SB8×6×14 | 320 | 40 | 65 | 4.0 | 53.63 | 75 |
| SB8×6×13 | 290 | 33 | 64 | 4.5 | 40.7 | 55 |
| SB8×6×12 | 270 | 28 | 64 | 4.5 | 32 | 45 |
| SB6×5×14 | 200 | 40 | 62 | 3.2 | 35.1 | 55 |
| SB6×5×13 | 180 | 34 | 60 | 3.0 | 27.8 | 45 |
| SB6×5×12 | 160 | 30 | 60 | 3.0 | 22 | 30 |
| SB6×5×11 | 200 | 21 | 62 | 2.5 | 18.5 | 30 |
| SB6×5×9 | 160 | 12 | 58 | 3.0 | 9.02 | 15 |
| SB5×4×14 | 120 | 40 | 56 | 4.6 | 23.3 | 37 |
| SB5×4×13 | 90 | 40 | 56 | 4.5 | 175 | 30 |
| SB5×4×12 | 90 | 30 | 56 | 4.5 | 13.1 | 22 |
| SB5×4×11 | 90 | 24 | 56 | 4.5 | 10.5 | 18.5 |
| SB5×4×10 | 85 | 20 | 56 | 4.2 | 8.4 | 15 |
| SB5×4×9 | 80 | 19.5 | 54 | 4.5 | 7.9 | 15 |
| SB4×3×13 | 50 | 40 | 48 | 4.5 | 11.3 | 18.5 |
| SB4×3×12 | 45 | 30 | 47 | 4 | 7.8 | 15 |
| SB4×3×11 | 45 | 24 | 46 | 4 | 6.4 | 11 |
| SB3×2×13 | 25 | 35 | 40 | 3 | 5.9 | 11 |
| SB3×2×12 | 23 | 29 | 39 | 3 | 5.1 | 7.5 |
| SB3×2×11 | 20 | 23 | 39 | 3 | 3.2 | 5.5 |
- SB8×6×14 and SB8×6×11 centrifugal pumps supply the critical flow rate and pressure required by desanders, desilters, mud mixing hoppers, and drilling mud pumps.
- SB6×5×14 and SB6×5×11 centrifugal pumps operate primarily on truck-mounted drilling rigs, serving as reliable mud transfer and circulation units.
- The SB4×3×13 centrifugal pump couples directly with a trip tank (measuring tank); operators frequently refer to it as a trip tank pump or measuring pump.
- The SB3×2×13 centrifugal pump supports water tanks or water cooling systems, and crews commonly know it as a clean water pump.

Open-Type Impeller Design
The centrifugal sand pump features an open impeller, which effectively eliminates the recirculation problems common in closed impeller designs.
Benefits of the Open Impeller
- Reduces turbulence and hydraulic losses
- Lowers radial and axial loads on the shaft
- Improves fluid flow stability
- Minimizes pump wear
- Handles solids-laden fluids more efficiently
- Requires less flushing water than conventional pumps
The impeller is designed to allow discharged fluid to mix with return flow, reducing wear on internal components. Unlike traditional designs, the impeller does not use exposed retaining nuts or shaft threads. Thread protection is achieved through a specially designed O-ring sealing system, further enhancing durability and operational reliability.
Compared with standard pumps, this impeller design significantly increases the overall service life of the pump.

Heavy-Duty Pump Shaft
The pump utilizes a large-diameter shaft specifically designed for heavy-duty applications.
Shaft Features
- Reduced shaft deflection under heavy loads
- Extended packing and seal life
- Improved operational stability
- Enhanced reliability during continuous operation
When shaft sleeve wear occurs, only the sleeve requires replacement instead of the entire shaft, reducing maintenance costs.
Furthermore, both the shaft sleeve and mechanical seal can be replaced without removing the shaft from the pump, greatly simplifying maintenance procedures.

Bearing Assembly
The bearing system is engineered for demanding drilling and slurry applications.
Bearing Configuration
Outer Bearing Assembly
- Two high-capacity thrust bearings
- Designed for heavy rotational loads
- Improved load distribution
Inner Bearing Assembly
- Heavy-duty double-row ball bearing
- Supports high radial loads
- Suitable for large impellers and severe operating conditions
This robust bearing arrangement ensures smooth operation and maximum equipment reliability.
Advanced Seal and Stuffing Box Design
The stuffing box gland integrates sealing and stuffing box functions into a single replaceable assembly.
Features
- Easy maintenance access
- Split-case design for convenient shaft sleeve inspection
- Compatible with packing seals or mechanical seals
- Reduced downtime during maintenance
The mechanical seal is manufactured using premium materials and optimized engineering to provide excellent sealing performance in harsh environments.
High-Performance Mechanical Seal
The mechanical seal contains more than ten drive tabs and features components that are 25–50% thicker than many standard seals available on the market.

Mechanical Seal Materials
| Component | Material |
|---|---|
| Metal Parts | 316 Stainless Steel |
| Elastomers | Fluoroelastomer (FKM/Viton) |
| Seal Faces | Tungsten Carbide |
Advantages
- Reduced stress on the seal housing
- Excellent wear resistance
- Superior corrosion resistance
- Longer operating life
- Reliable sealing under severe working conditions
Wear Parts and Flow Components
The main wetted components include:
- Pump Casing
- Open Impeller
- Stuffing Box
These components are manufactured from high-quality ductile iron to provide excellent strength and durability.
After precision machining and inspection, all critical wear parts undergo:
- Quenching treatment
- Heat treatment
- Hardness enhancement
The final hardness reaches HRC 40–44, enabling the pump to operate reliably in highly abrasive and demanding environments.
Benefits of Heat-Treated Components
- Increased wear resistance
- Improved impact resistance
- Extended service life
- Reduced maintenance frequency
- Lower operating costs
Applications
- Oil & Gas Drilling
- Solids Control Systems
- Drilling Mud Circulation Systems
- Mud Mixing Systems
- Desanders and Desilters
- Jet Mud Mixers
- HDD (Horizontal Directional Drilling)
- Mining Slurry Transfer
- Industrial Wastewater Treatment
- River Dredging Projects

Conclusion
The Centrifugal Sand Pump is specifically engineered for transferring abrasive drilling fluids, slurry, and solids-laden liquids. Featuring a heavy-duty casing, open impeller design, premium mechanical seals, heat-treated wear components, and high-capacity bearings, it delivers outstanding performance, reliability, and extended service life in the most demanding operating environments.
Whether used in oilfield drilling, HDD projects, mining operations, or industrial slurry handling systems, this pump provides a dependable and cost-effective solution for efficient fluid transfer.



